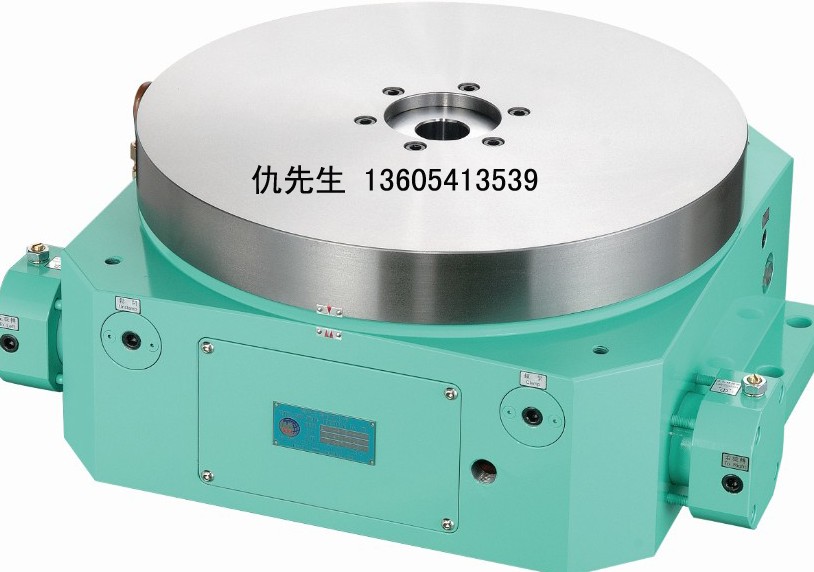
液压分度盘的零点信号检查:
液压分度盘,分度头作为铣床附件的一部分,作用十分突出,可以作为第四轴使用,常用分度头有万能分度头、立卧分度头、分度盘等,根据近几年的趋势,分度头的作用越来越广泛,竞争也越来越激烈,作用也由原来的立卧式转变为万能式,数控型。
液压分度盘的零点信号查看: 断定液压分度盘各项动作可正常运转后,进行零点查看信号的查看,用手轮打至"×100"的档位.渐渐摇动转盘,使分度回旋扭转转几圈并调查信号X9.3(A轴零点查看信号)信号点是不是有变化,若有信号进行回零动作,若无任何变化请查看线路.
零点断定后,在MDI模式下,用程序测验分度回旋扭转转视点是不是准确.再次测验,液压分度盘夹紧和松开代码是不是可正常运用.则分度盘联机调试完成.
液压分度盘如何与铣床连接:
把液压分度盘分度头的伺服驱动器控制线 插到数控系统的第4轴插孔上。再调一下参数开通第4轴 分度头--- 伺服电机-- 伺服驱动器----数控系统第4轴插孔
必须系统要有第4轴功能 和这个预留插孔
直线段使液压分度盘静止,并定位自锁。通常情况下,输入轴旋转一圈,输出轴便完成一动一停的一个分度过程,在一个分度过程中,输出轴有一个转位时间和停止时间之比叫动静比,动静比的大小与凸轮曲线段在整个凸轮圆周上所占的角度大小有关系,动程角越大,比值越大,数控分度盘运转越平稳;凸轮圆周上直线段所占的角度叫静止角,动程角与静止角之和为360°。 |